


.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)











· Включаем машину путём включения основного включателя и ждём полного включения. Во время включения машины, сработает звуковая сигнализация и нам нужно нажать на кнопку кветирования аварийной стоп кнопки.
· После полного включения, сработает ещё раз звуковая сигнализация. Требуется выставить нож отрезного устройства в начальное положение. После того как нож встанет в исходное положение, сбрасываем ошибки.
· Включаем компрессор и открываем воздух, чтобы в системе появилось давление.
· Открываем вентиль подачи воды.
· На главном пульте управления, включаем контроль уровня воды в первой и второй ванне. Система контроля за водой, будет работать автоматически.
· Подключаем бункер к экструдеру, путём сдвигания бункера на отверстие со шнеком. Проверяем количество гранул в бункере, а так же тип материала в бункере.
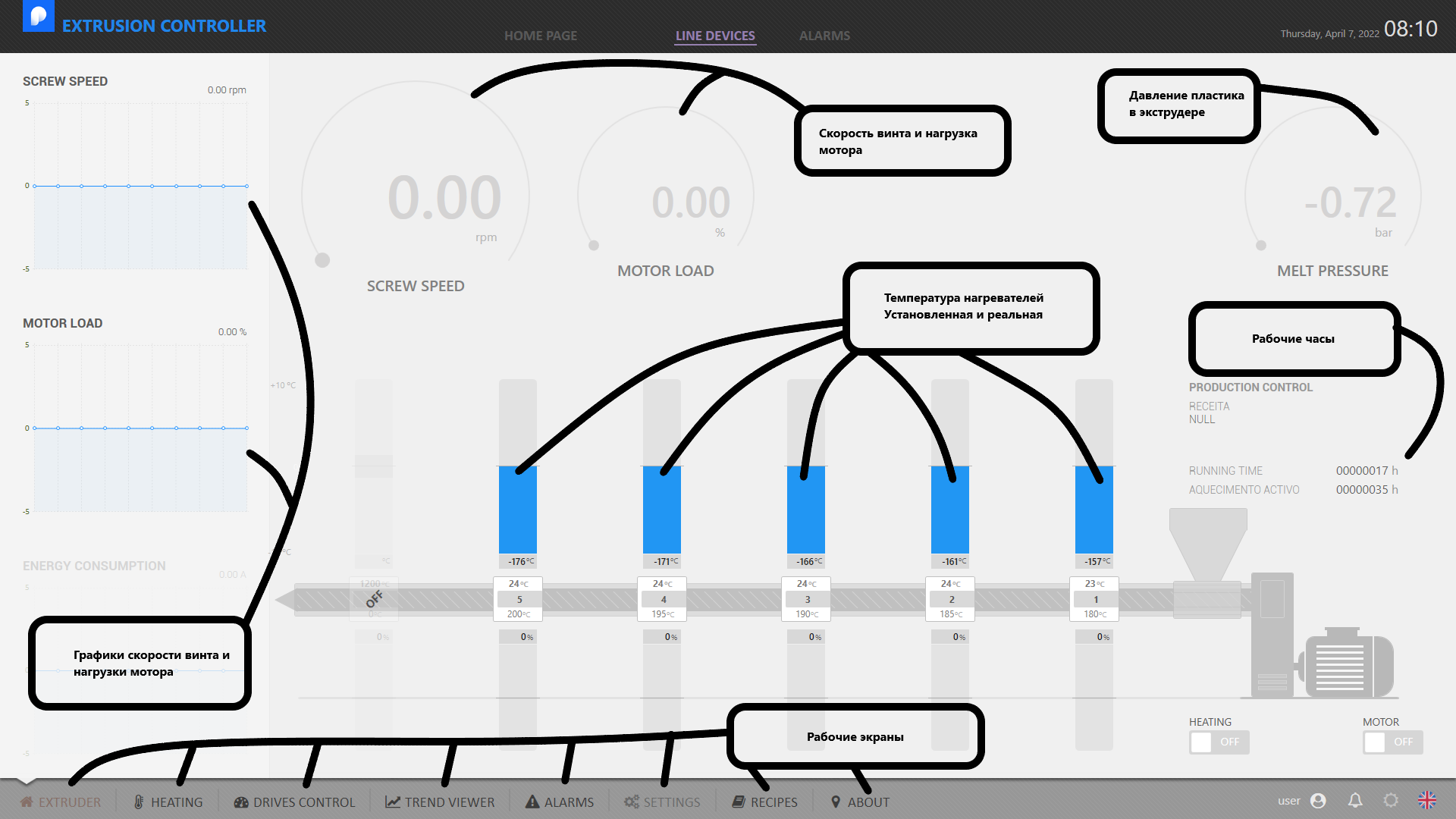
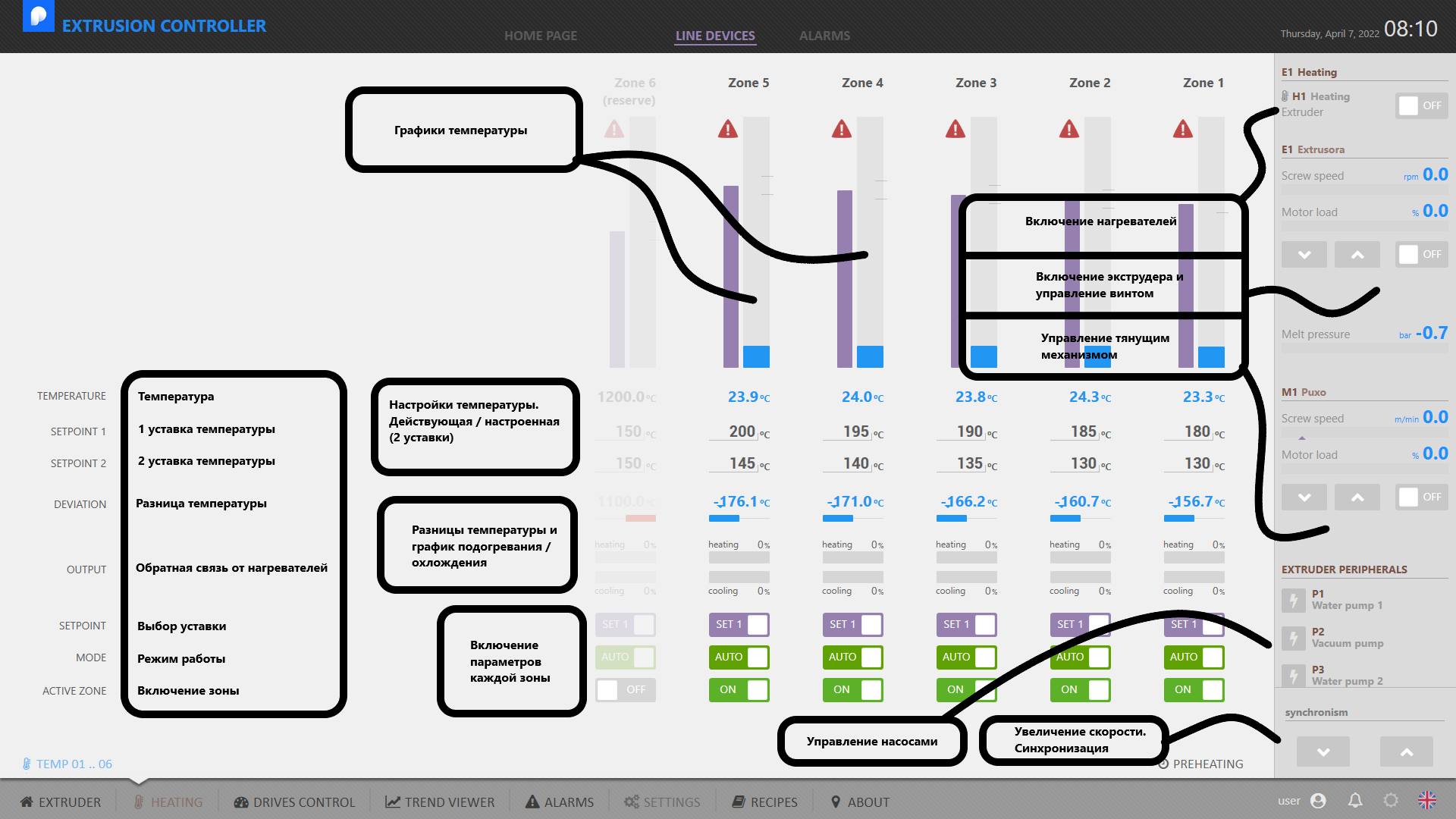
· Проверяем выставленную температуру подогревателей экструдера, относительно материала который используется в бункере (обычно это PVC материал). Если требуется меняем параметры. Включаем подогреватели. Процесс подогрева занимает некоторое время.
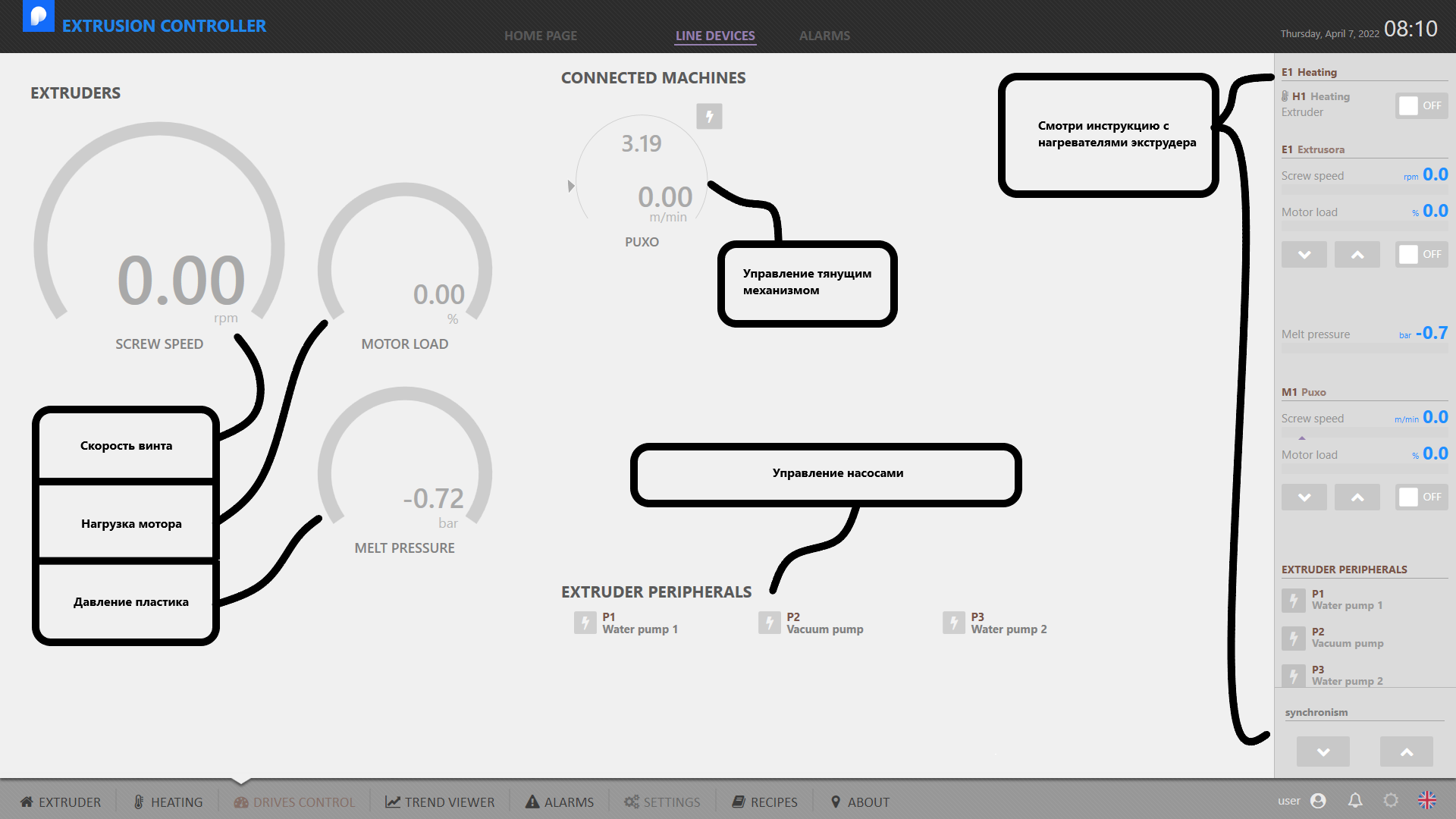
· После того, как экструдер прогрелся и температура нормализовалась, нужно прочистить шнек от старого материала и заполнить шнек свежим материалом. Для этого требуется включить шнек, на низких скоростях. Давление внутри экструдера, не должно расти очень быстро. Нормальное давление от 60 до 100 бар. Если давление не поднимается, можно увеличить скорость, но не более 10rpm (оборотов в минуту). На этом этапе важно выполнять процедуру безопасно, а не быстро.
· Теперь важно, дождаться чтобы трубка была не перегретая (цвет должен быть прозрачный), чистая (без чёрных вкраплений) и прочих дефектов. Весь излишний материал, мы собираем в ёмкость установленную под выходом из экструдера.
· После того, как процесс чистки будет завершён. Можно начинать процесс протяжки трубки по всему технологическому процессу. В начале трубку нужно загерметизировать путём сжатия начала трубки. Это нужно чтобы не попала вода во внутрь трубки во время протяжки. Важно температура материала из экструдера около 200 градусов, поэтому важно соблюдать меры предосторожности.
· После нужно протянуть через отверствия в ванну охлаждения. Чтобы было проще протягивать внутри ванны, рекомендуется убрать направляющие ролики, их можно будет установить позже. Протяжку лучше выполнять с кем-то, чтобы контроллировать чтобы трубка не порвалась на выходе из экструдера, иначе процесс нужно выполнять снова.
· После протянуть через элемент сушки трубки, через машину (важно включить машину с главного пульта управления) которая тянет трубку и через нож. Чтобы тянущая машина, могла тянуть трубку нужно отрегулировать прижим трубки.
· Когда процесс налажен, нужно выставить параметры так, чтобы трубка не перетягивалась и не провисала. Примерные параметры трубки, это 8мм и толщина стенки 1мм. Эти параметры настраиваются путём подачи пластика и регуровки тянущей машины. Важно к этому процессу добивать, давление внутри трубки, чтобы сформировать нужный размер. Здесь нужно быть предельно аккуратными, потому что если повысить давление внутри трубки крайне быстро, трубка лопнет и порвётся.
· Закрываем ванны охлаждения и включаем насосы цикруляции, и вакуумный насос.
· Если всё хорошо и вы получили нужный результат, то поздравляем вы выполнили настройку экструдера.
· После окончания работы, нужно выполнить все процессы в обратном порядке.
► Обрезать трубку.
► Вытянуть трубку из всего процесса.
► Уменьшить скорость экструдера (не более 10rpm) и отодвинуть бункер, чтобы отчистить экструдер от пластика, до тех пор пока не перестанет поступать пластик.
► Отключить нагреватели.
► Закрывать все вентили (воздух, вода)
► Слить воду из ванны (если требуется)
► Навести порядок.
· После полного включения, сработает ещё раз звуковая сигнализация. Требуется выставить нож отрезного устройства в начальное положение. После того как нож встанет в исходное положение, сбрасываем ошибки.
· Включаем компрессор и открываем воздух, чтобы в системе появилось давление.
· Открываем вентиль подачи воды.
· На главном пульте управления, включаем контроль уровня воды в первой и второй ванне. Система контроля за водой, будет работать автоматически.
· Подключаем бункер к экструдеру, путём сдвигания бункера на отверстие со шнеком. Проверяем количество гранул в бункере, а так же тип материала в бункере.
· Проверяем выставленную температуру подогревателей экструдера, относительно материала который используется в бункере (обычно это PVC материал). Если требуется меняем параметры. Включаем подогреватели. Процесс подогрева занимает некоторое время.
· После того, как экструдер прогрелся и температура нормализовалась, нужно прочистить шнек от старого материала и заполнить шнек свежим материалом. Для этого требуется включить шнек, на низких скоростях. Давление внутри экструдера, не должно расти очень быстро. Нормальное давление от 60 до 100 бар. Если давление не поднимается, можно увеличить скорость, но не более 10rpm (оборотов в минуту). На этом этапе важно выполнять процедуру безопасно, а не быстро.
· Теперь важно, дождаться чтобы трубка была не перегретая (цвет должен быть прозрачный), чистая (без чёрных вкраплений) и прочих дефектов. Весь излишний материал, мы собираем в ёмкость установленную под выходом из экструдера.
· После того, как процесс чистки будет завершён. Можно начинать процесс протяжки трубки по всему технологическому процессу. В начале трубку нужно загерметизировать путём сжатия начала трубки. Это нужно чтобы не попала вода во внутрь трубки во время протяжки. Важно температура материала из экструдера около 200 градусов, поэтому важно соблюдать меры предосторожности.
· После нужно протянуть через отверствия в ванну охлаждения. Чтобы было проще протягивать внутри ванны, рекомендуется убрать направляющие ролики, их можно будет установить позже. Протяжку лучше выполнять с кем-то, чтобы контроллировать чтобы трубка не порвалась на выходе из экструдера, иначе процесс нужно выполнять снова.
· После протянуть через элемент сушки трубки, через машину (важно включить машину с главного пульта управления) которая тянет трубку и через нож. Чтобы тянущая машина, могла тянуть трубку нужно отрегулировать прижим трубки.
· Когда процесс налажен, нужно выставить параметры так, чтобы трубка не перетягивалась и не провисала. Примерные параметры трубки, это 8мм и толщина стенки 1мм. Эти параметры настраиваются путём подачи пластика и регуровки тянущей машины. Важно к этому процессу добивать, давление внутри трубки, чтобы сформировать нужный размер. Здесь нужно быть предельно аккуратными, потому что если повысить давление внутри трубки крайне быстро, трубка лопнет и порвётся.
· Закрываем ванны охлаждения и включаем насосы цикруляции, и вакуумный насос.
· Если всё хорошо и вы получили нужный результат, то поздравляем вы выполнили настройку экструдера.
· После окончания работы, нужно выполнить все процессы в обратном порядке.
► Обрезать трубку.
► Вытянуть трубку из всего процесса.
► Уменьшить скорость экструдера (не более 10rpm) и отодвинуть бункер, чтобы отчистить экструдер от пластика, до тех пор пока не перестанет поступать пластик.
► Отключить нагреватели.
► Закрывать все вентили (воздух, вода)
► Слить воду из ванны (если требуется)
► Навести порядок.

Контакты:
Денис Удовиченко (Denis Udovičenko)
+370 621 22566
denis.udovicenko@vpm.lt
Денис Удовиченко (Denis Udovičenko)
+370 621 22566
denis.udovicenko@vpm.lt